分析新型装饰材料的生产线控制
根据新型装饰材料生产线工艺流程的具体分析,可以总结出该条生产线工序较多、设备结构复杂、控制对象种类多、控制要求高等特点。因此要实现新型装饰材料生产线的自动化生产,同时保证生产线较高的稳定性和可靠性,提高生产线工作效率,将整条生产线的控制对象进行如下模块化设计:
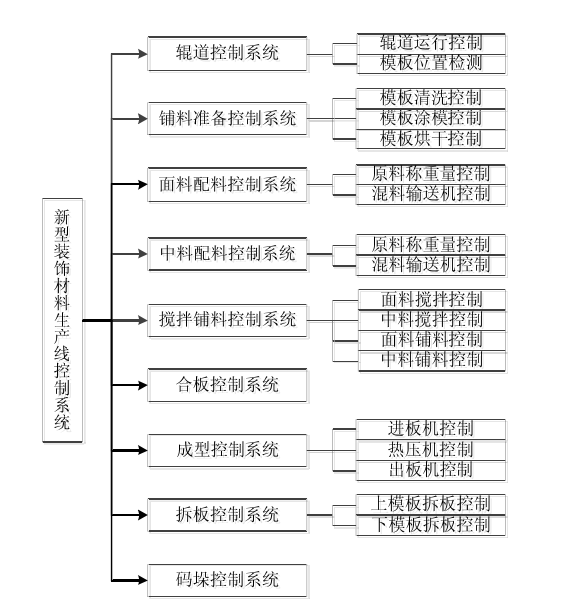
新型装饰材料生产线控制系统模块化设计
如图所示,通过模块化设计理念将新型装饰材料生产线控制系统划分为:辊道控制系统、铺料准备控制系统、面料配料控制系统、中料配料控制系统、搅拌铺料控制系统、合板控制系统、成型控制系统、拆板控制系统、码垛控制系统等模块。各模块控制系统的具体作用与实现内容如下:
①车昆道控制系统:通过对电机的控制实现辊道带动模板在整条生产线上的运行,并通过传感器检测模板在整条生产线的具体位置,从而实现模板到达各工序时,能安全有序的进行相应工序的工作。
②铺料准备控制系统:铺料之前需对装饰材料模板进行清洗、铺脱模剂、烘干等工序。模板的清洗主要通过控制安装于清洗机上毛刷的左右运动实现对模板上残留物的清理;脱模剂装于涂料机料仓中,通过控制涂料机料仓漏斗的电磁阀开关实现脱模剂的铺膜;烘干机由18个75W加热器组成,通过控制加热器电源开关的通断实现。
③面料/中料配料控制系统:通过对称重系统的称重传感器原料的实时重量测量实现原料的动态称量,并将原料传送至原料混合输送机,原料混合输送机通过对电机的控制实现原料输送至搅拌机。
④搅拌铺料控制系统:搅拌铺料控制系统主要由搅拌电机、铺料电机和料仓振动器组成,面料、中料成型由搅拌电机运行时间控制;铺料主要通过控制铺料电机运行速度和辊道运行速度实现对铺料量的控制。
⑤合板控制系统:合板主要通过模版翻转机构带动上模板进行翻转,合板是否完成通过接近开关检测实现。
⑥成型控制系统:成型控制系统由进板机、热压机和出板机三部分组成,由于新型装饰材料成型热压时间较长,因此每个工位的热压机每次热压装饰材料为16块,以提高单位时间内的生产量;新型装饰材料所需的成型热压压力较大,因此成型控制系统主要由一台液压系统完成,主要通过控制液压系统中的液压电机和液压电磁阀实现。
⑦拆板控制系统:拆板控制系统由拆上模板和拆下模板两次工序先后完成,上模板通过翻转机构带动上模板进行翻转,拆板完成与否由接近开关检测实现;下模板的拆卸则是下模板不动,翻转机构通过带动成型后的新型装饰材料进行翻转,并将成型后的新型装饰材料翻转于龙门式码垛机初始抓取位置。
⑧码垛控制系统:由于新型装饰材料占用面积较大灵活的龙门式码垛机,龙门式码垛机可以在其限定的XYZ而实现对成型的新型装饰材料进行自动化码垛。在此应用了运动空间较三维空间内任意运动从而实现对成型的新型装饰材料进行自动化码垛。
- 大数据助力装饰材料企业电商 信息优势凸显 - 2018/09/11
- 有关透光石的颜色你知道多少? - 2016/08/06
- 电视背景墙设计的一些理论知识介绍 - 2016/05/17
- 中国十大装饰材料品牌:小编教你挑选合适的装饰材料 - 2016/04/07
- 双管齐下 让你拥有一个亮丽的沙发背景墙 - 2016/03/30
- 环保健康需求增大 环保装饰材料受青睐 - 2016/03/10





- 缔造卓越品牌影响力!老板电器引领中国厨电走
- 金秋九月之际,中国灯饰企业必须抓住发展机遇
- 光合门窗,为学习者助力加油
- 全铝家居企业需要人才战略
- 中国敲击乐器制造商如何最大化商业价值?
- 林德漆携手河北建工集团 打造金钻工程
- 中国十大智能厨卫品牌的“五个卓越”特征
- 金秋九月,十大不锈钢品牌要“走进”消费者心
- 大明照明:科技之光 美丽生活!
- 中国十大浴霸品牌赢在起点 是因为有良好形象
- 温暖轻松的阳光房,这样造!
- 巴德士艺术漆六大新品火热来袭
- 金秋九月,中国十大品牌淋浴房力争上游而不断
- “金九银十”+“中秋节” 汽车照明企业准备
- “中国十大品牌”明顶顶墙吊顶 好看且美丽
- 荣誉加冕|90°家居荣膺“中国全屋定制健康十
- 中国太阳能路灯十大品牌:养精蓄锐 取胜“金
- 著名饮水机品牌:饮水机里的超级真菌必须清洗
- 洗碗机十大品牌的“金九银十”
- “中国十大床垫品牌”慕思三层守护让您安心